

Processo di saldatura: generazione ed eliminazione delle bolle
Dec 01, 2023Perché compaiono i pori?
L'interno del foro di saldatura laser è in uno stato di vibrazione instabile. Il flusso del buco e della pozza fusa è molto violento. Il vapore metallico all'interno del foro erutta verso l'esterno, provocando un vortice di vapore all'apertura del foro, che attira al suo interno il gas protettivo (Ar). Sul fondo del foro, man mano che il foro avanza, questi gas protettivi entreranno nella pozza fusa sotto forma di bolle. A causa della solubilità estremamente bassa dell'Ar e della rapida velocità di raffreddamento della saldatura laser, le bolle non hanno il tempo di fuoriuscire e vengono trattenute nella saldatura, formando pori. Causato anche da una scarsa protezione. Durante il processo di saldatura, l'azoto invade il bagno fuso dall'esterno. La solubilità dell'azoto nel ferro liquido è molto diversa dalla solubilità dell'azoto nel ferro solido, quindi durante il processo di raffreddamento e solidificazione del metallo. Poiché la solubilità dell'azoto diminuisce con la diminuzione della temperatura, quando il metallo fuso si raffredda per iniziare a cristallizzare, la solubilità diminuirà bruscamente e improvvisamente. In questo momento, una grande quantità di gas precipiterà formando bolle. Se la velocità di galleggiamento delle bolle è inferiore alla velocità di cristallizzazione del metallo, si formerà una bolla. pori.
Metodo di saldatura per fusione laser per sopprimere i pori
1. Eliminare la formazione di pori di saldatura attraverso adeguati metodi di trattamento superficiale di pre-saldatura
Il trattamento superficiale di pre-saldatura è un metodo efficace per controllare i pori metallurgici nelle saldature laser delle leghe di alluminio. Solitamente i metodi di trattamento superficiale comprendono la pulizia fisica e meccanica e la pulizia chimica.
Dopo il confronto, il processo di trattamento chimico della superficie della piastra di prova (detergente per metalli, acqua di lavaggio, alcali, acqua di lavaggio, acido, acqua, lavaggio-asciugatura) è il migliore. Tra questi, il lavaggio alcalino utilizza una soluzione acquosa al 25% di NaOH (idrossido di sodio) per rimuovere lo spessore superficiale del materiale, mentre il decapaggio utilizza una soluzione acquosa al 20% di HNO3 (acido nitrico) + 2% di HF (fluoruro di idrogeno) per neutralizzare la soluzione alcalina residua . La superficie della piastra di prova dovrà essere saldata entro 24 ore dal trattamento. Se la piastra di prova rimane per lungo tempo dopo il trattamento, deve essere pulita con alcol puro prima del montaggio prima della saldatura.
2. Eliminare la generazione di pori di saldatura regolando i parametri del processo di saldatura
La formazione di pori di saldatura non è legata solo alla qualità del trattamento superficiale della saldatura, ma anche ai parametri del processo di saldatura. L'influenza dei parametri di saldatura sui pori di saldatura si riflette principalmente nella penetrazione della saldatura, ovvero nell'impatto del rapporto di larghezza del dorso della saldatura sui pori. Il rapporto di larghezza del dorso della saldatura si riferisce al rapporto tra la penetrazione della saldatura e la larghezza della saldatura.
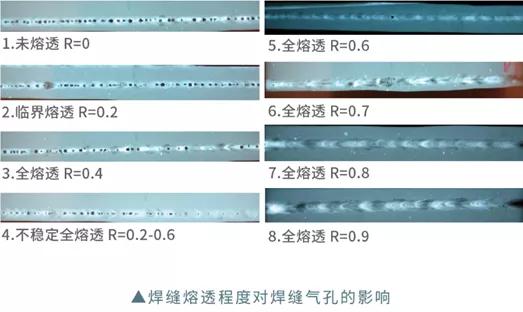
Dal test si può vedere che quando il rapporto larghezza posteriore del cordone di saldatura R>0,6, la distribuzione concentrata dei pori della catena nella saldatura può essere effettivamente migliorata. Quando il rapporto di larghezza posteriore R>0,8, l'esistenza di pori di grandi dimensioni nella saldatura può essere migliorata efficacemente e in larga misura. Elimina i pori rimanenti nella saldatura.
3. Eliminare la formazione di pori di saldatura selezionando correttamente il gas di protezione e la portata adeguati
La scelta del gas di protezione influisce direttamente sulla qualità, sull'efficienza e sul costo della saldatura. Durante il processo di saldatura laser, la corretta iniezione del gas di protezione può ridurre efficacemente la porosità della saldatura.

Come mostrato nell'immagine sopra, Ar (gas argon) e He (gas elio) vengono utilizzati per proteggere la superficie di saldatura. Durante il processo di saldatura laser della lega di alluminio, Ar e He ionizzano il laser in misura diversa, determinando forme di saldatura diverse. I risultati mostrano che la porosità complessiva della saldatura ottenuta selezionando Ar come gas di protezione è inferiore a quella della saldatura ottenuta selezionando He come gas di protezione.
Allo stesso tempo, dobbiamo anche notare che se il flusso d’aria è troppo piccolo (<10 L/min), la grande quantità di plasma generato dalla saldatura non può essere spazzata via, rendendo instabile il bagno di saldatura e aumentando la probabilità di formazione di pori. Quando la portata del gas è moderata (circa 15 l/min), il plasma viene controllato in modo efficace e il gas protettivo svolge un ottimo ruolo nel prevenire l'ossidazione nel pool della soluzione. In questo momento, i pori sono minimi. Un flusso d'aria eccessivo è accompagnato da un'eccessiva pressione del gas, che fa sì che parte del gas protettivo si mescoli all'interno del bagno di soluzione, provocando un aumento della porosità.
Influenzato dalle proprietà del materiale stesso, il fenomeno della saldatura senza porosità non può essere completamente evitato durante il processo di saldatura e la porosità può solo essere ridotta.
Come possiamo aiutarti?

PES Laser, fornitore di soluzioni per apparecchiature laser professionali





 Rete IPv6 supportata
Rete IPv6 supportata 










