

Processo: generazione ed evitamento dei pori
Jan 12, 2023Perché compaiono gli stomi?
1.1
L'interno del foro saldato al laser è in uno stato di vibrazione instabile e il flusso del foro e del bagno fuso è molto intenso. Il vapore metallico all'interno del foro erutta verso l'esterno e porta al vortice di vapore formatosi all'apertura del foro, che fa rotolare il gas protettivo (Ar) nel fondo del foro, e con il foro che si sposta in avanti, questi gas protettivi entreranno nel piscina fusa sotto forma di bolle. A causa della solubilità estremamente bassa di Ar e della velocità di raffreddamento rapida della saldatura laser, le bolle vengono lasciate nel cordone di saldatura prima che possano fuoriuscire per formare stomi. Inoltre, è stato causato dalla scarsa protezione durante il processo di saldatura che l'azoto invade il bagno fuso dall'esterno e la solubilità dell'azoto nel ferro liquido è molto diversa dalla solubilità dell'azoto nel ferro solido. Pertanto nel raffreddamento e nella solidificazione del metallo, la solubilità dell'azoto diminuisce con la diminuzione della temperatura quando il metallo del pool fuso viene raffreddato all'inizio della cristallizzazione può portare a una grande improvvisa diminuzione della solubilità. In questo momento una grande quantità di gas precipita formerà delle bolle. Se la velocità di fluttuazione delle bolle è inferiore alla velocità di cristallizzazione del metallo, vengono generati i pori.
1. Eliminare i pori di saldatura mediante trattamento superficiale pre-saldatura
Il trattamento superficiale pre-saldatura è un metodo efficace per controllare i pori metallurgici delle saldature laser delle leghe di alluminio . I metodi di trattamento superficiale possono essere suddivisi in pulizia meccanica fisica e pulizia chimica di solito .
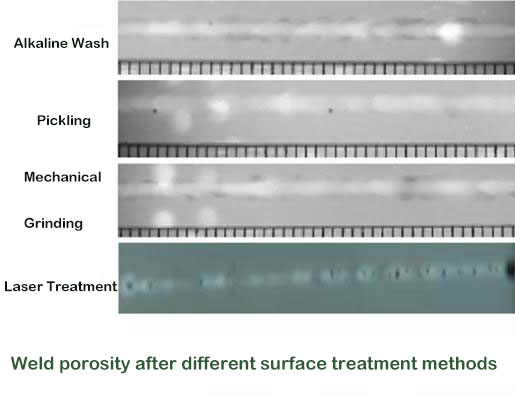
Dopo il confronto, adottare il metodo chimico per trattare la superficie della scheda di prova (pulizia con detergente per metalli - lavaggio - lavaggio con alcali - lavaggio - lavaggio - lavaggio - asciugatura) è il migliore. Tra questi, il lavaggio alcalino viene rimosso dallo spessore superficiale del materiale con una soluzione acquosa al 25% di NaOH (idrossido di sodio) e il decapaggio viene effettuato con un 20% HNO3 (acido nitrico) + 2% HF (acido fluoridrico ) soluzione acquosa per neutralizzare la liscivia residua. Dopo il trattamento superficiale della piastra di prova, la saldatura viene eseguita entro 24 ore e l'assemblaggio prima della saldatura viene assemblato e pulito con alcool anidro quando la piastra di prova viene installata a lungo dopo il trattamento della piastra di prova.
2. Inibire i pori di saldatura mediante i parametri del processo di saldatura
La formazione della porosità della saldatura non è solo correlata alla qualità del trattamento superficiale della saldatura, ma anche ai parametri del processo di saldatura. L'influenza dei parametri di saldatura sui pori della saldatura si riflette principalmente nella penetrazione della saldatura, cioè l'influenza del rapporto di larghezza posteriore della saldatura sui pori.
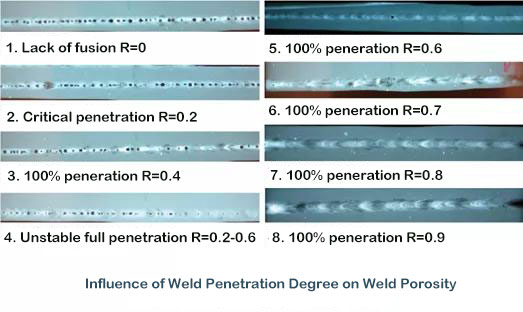
Attraverso i test possiamo sapere che si può vedere che quando il rapporto tra la larghezza del dorso di saldatura R è > 0,6, la distribuzione concentrata dei pori della catena nella saldatura può essere effettivamente migliorata. E quando il rapporto di larghezza posteriore R è > 0,8, l'esistenza di pori atmosferici nella saldatura può essere efficacemente migliorata. Inoltre, il residuo dei pori nella saldatura può essere eliminato in larga misura.
3. Inibire i pori di saldatura selezionando correttamente il gas di protezione e la portata.
La selezione del gas di protezione influisce direttamente sulla qualità, l'efficienza e il costo della saldatura. Nel processo di saldatura laser, il corretto soffiaggio di gas protettivo può ridurre efficacemente i pori di saldatura .

Come mostrato nella figura sopra, Ar (argon) e He (elio) vengono utilizzati per proteggere la superficie della saldatura. Nel processo di saldatura laser della lega di alluminio, Ar e He hanno diversi gradi di ionizzazione del laser che si traducono in una diversa formatura della saldatura. Si può notare che la porosità della saldatura ottenuta utilizzando Ar come gas di protezione è minore di quella della saldatura quando He è scelto come gas di protezione.
Allo stesso tempo, dovremmo anche prestare attenzione al fatto che il flusso di gas è troppo piccolo (<10L/min) e un gran numero di plasmi generati dalla saldatura non può essere spazzato via, il che renderà instabile il bagno di saldatura e la probabilità della formazione di porosità in aumento. Se la moderata portata del gas (circa 15L/min) plasma è efficacemente controllata e il gas protettivo svolge un buon effetto antiossidante sul bagno fuso, genererà la minima porosità. L'eccessivo flusso di gas è accompagnato da un'eccessiva pressione del gas, per cui parte del gas di protezione si mescola all'interno del serbatoio, provocando un aumento della porosità.
Influenzato dalle prestazioni del materiale stesso, non si può evitare completamente che la saldatura senza generare porosità nel processo di saldatura. Ciò che può ottenere è ridurre il tasso di porosità .
Come possiamo aiutarti?

PES Laser, fornitore di soluzioni per apparecchiature laser professionali





 Rete IPv6 supportata
Rete IPv6 supportata 










